马上注册,结交更多热工坛友,更多精彩内容等着您!
您需要 登录 才可以下载或查看,没有帐号?免费注册

x
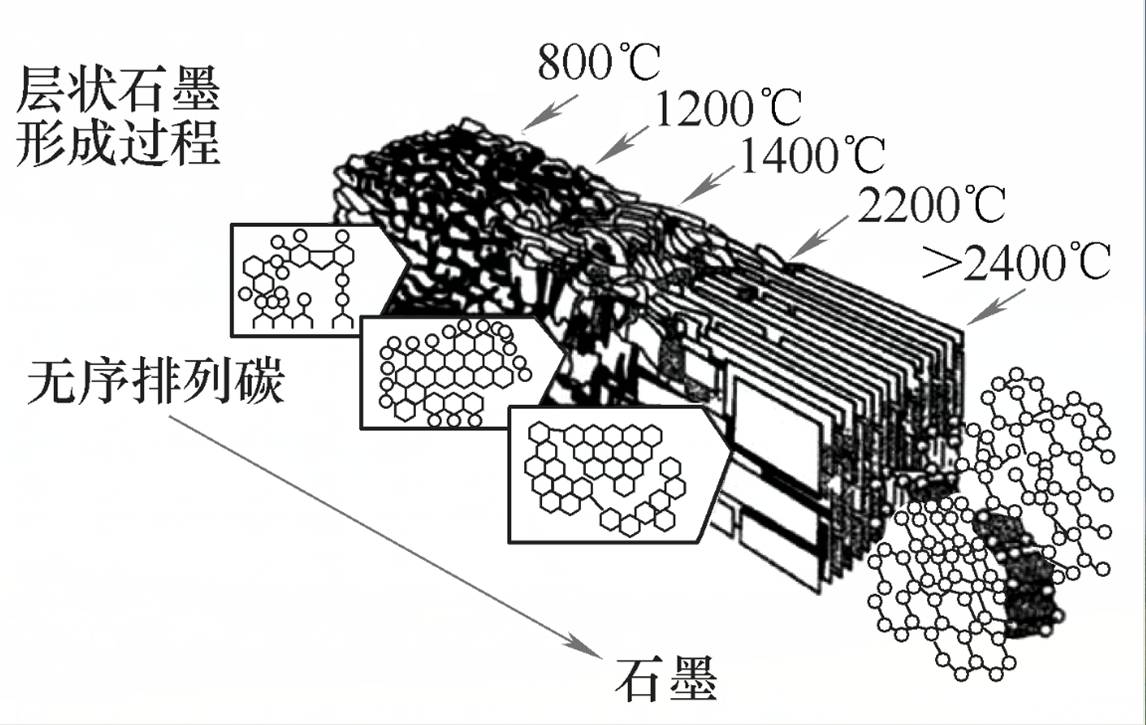
【摘要】由于废钢价格比新生铁价格低,现在已经广泛的使用废钢加增碳剂工艺生产铸铁,即“合成铸铁”。不但铸铁的化学成分和温度便于控制,由于增碳剂的孕育作用,还可以提高铸件的综合物理性能质量,降低生产成本。 关键词:增碳剂;合成铸铁;氮含量;增碳剂吸收因素 一、合成铸铁的概况 由于铸件市场竞争激烈,且对铸件质量要求越来越高,而价格却是低来越低,另外由于环保要求越来越严格,很多地方的政府已经禁止用冲天炉熔炼铁液。从原材料的价格上来说,由于废钢在社会上沉淀存留量较多,废钢价格比新生铁价格低的多,所以这几年广泛地用废钢加增碳剂的方法生产铸铁,即“合成铸铁”。在生产过程中如果工艺操作正确,不但铸铁的化学成分和温度便于控制,还可以提高铸件的综合物理性能,同时也可以降低铸件的生产成本。在合成铸铁技术不断发展、不断完善的过程中,废钢的加入量也越来越多,从最初加入量约40%,现在已经提高到80%,电炉熔炼铸铁不像冲天炉那样有增碳源,为了得到合格的含碳量,添加增碳剂是必不可少的措施,这样增碳剂的选择和使用方法,将对改善铸铁组织,提高铸铁的综合物理性能是至关重要的问题。 二.常用增碳剂的种类 增碳剂的种类很多,可以用作铸铁增碳剂的材料也很多,生产增碳剂的工艺也不同,质量悬殊很大,价格差也很大,在保证铸件质量的前提下,应根据铸件的几何形状和质量要求,正确的选择增碳剂。 优质增碳剂一般经过石墨化,即在高温条件下,碳原子的排列呈石墨的微观形态,如附图所示。
. O( I8 o) z$ x- a. y9 i4 d
增碳剂石墨化
, v. q9 m; w. q, p; _- |
根据大多数工厂的使用情况,结合笔者在生产过程中使用增碳剂的体会,仅简单介绍两种常用的增碳剂。
7 K; g# ?; _7 ~/ T
1.人造石墨 : Q& C/ b9 L9 z+ Z9 m3 `
在常用的增碳剂中,人造石墨是品质最好的增碳剂。
/ U5 w% o& p8 m1 A/ n
制造人造石墨的主要原料是粉状的优质煅烧石油焦,在其中加入少量其他辅料。原料配齐后压制成形,然后经2500~3000℃、非氧化性气氛中处理,使之石墨化。经高温处理后,灰分、硫、气体含量都大幅度减少。由于其生产工序多及生产周期较长,所以价格较高。
% w4 \$ z! q( i) ^
铸造厂常用的人造石墨增碳剂,大都是制造石墨电极时的切屑,废旧电极和石墨块等循环利用的材料。
+ `0 p' L# r+ l& S ?
2.煅烧石油焦 % z$ ^( }( r- l0 e. [
煅烧石油焦是目前广泛使用的增碳剂。
+ A H' i1 V4 Z' j9 f7 J+ I
石油焦是精炼原油得到的副产品。原油经过常压蒸馏或减压蒸馏得到的油渣及石油沥青,都可以作为制造石油焦的原料,再经焦化后就得到生石油焦。生石油焦中的杂质含量高,不能直接用作增碳剂,必须先经过煅烧处理。石油焦的煅烧是为了脱除硫、水分和挥发物。将生石油焦在1200~1350℃煅烧,可以使其成为基本纯净的碳。各种石油焦制品的成分列于表1(供参考)。 5 d$ p6 T. T( v& h" Q7 r* u( V3 s
7 _8 ?3 k9 c! M
有资料介绍:①普通煅烧石油焦增碳剂,其因为没有经过高温煅烧,或煅烧温度偏低、时间偏短,氮含量一般在9000ppm左右(1ppm=10﹣6),硫含量也高,在白纸上无法画出清晰的痕迹。②高温煅烧石油焦增碳剂,氮含量在300~500ppm,硫比前者低很多。在白纸上可以留下清楚痕迹。③质量最好的高温煅烧石油焦增碳剂,氮含量在100ppm。硫比前者更低。在白纸上可以留下清晰痕迹,手感舒适,就像6B铅笔一样。
! [8 v( ?) o0 a8 P
根据笔者走访几个工厂所知:很多企业在购买增碳剂时,往往注意的一是增碳剂的价格,二是增碳剂中的固定碳、硫、灰分、挥发分、水分的含量,这些对稳定产品质量和降低生产成本固然是重要的,但往往忽视了一个重要的参数,那就是增碳剂中的“氮”含量。
' q9 C+ a0 {, i, \' u
氮在铸铁中的作用具有两面性:有资料介绍,氮含量每增加10ppm,灰铸铁的强度可提高5~7MPa,同时硬度可增加3~4HBW。一般认为,当氮含量在70~120ppm,可以使石墨变短并具有尾部钝化的作用。氮能强化珠光体基体,提高铸铁力学性能,但当铸铁的含氮量超过临界点(一般认为约140ppm)时,就会使铸件产生氮气孔。 - d {$ }8 k/ f2 I! C
近年,虽然国外尤其是日本很多企业,要求铸铁的氮含量在60~120ppm,钛含量要求小于0.025%。但是,氮毕竟是惰性气体。
) M0 @* f# o4 U2 |, X9 q
通常氮以三种形态存在于铸铁中:一是溶于液态或固态铸铁中;二是与铁液中的元素形成氮化物;三是从铁液中析出,以单质气体的形式存在,形成气孔。有资料介绍:炉料中废钢的使用量为15%时,铸铁中的氮含量约为0.003%~0.005%;炉料中废钢的使用量为50%时,铸铁中的氮含量约为0.008%~0.012%;炉料全部为废钢时,氮含量可能高达0.014%以上。由于废钢的加入量不断增加,增碳剂的加入量也不断增加,所以必须重视增碳剂中的氮含量。为了避免铸件出现气孔缺陷,在购买增碳剂时,一定要选购含氮量低的品种,如有可能,应检测增碳剂中的氮含量。现在,不要说增碳剂中的氮含量,就是铸铁中的氮含量,很多企业都不能准确地进行分析。根据笔者的经验,在购买增碳剂时,要购买大型企业的产品,可以在购买前到生产厂家去考察,到已经使用过的用户处去了解,一旦使用后铸件质量稳定,就不要轻易的更换客户,即便是固定的客户,在又一次批量进货时,也要先试用几炉,确定对铸件质量没有影响时,再批量使用。
* K6 R( o7 K# @& |9 q2 C' Z
3.案例分析 4 c, J2 U* r3 R- |: z
(1)案例一 我公司和驻马店某大型铸造企业,长期以来一直使用舞钢市某公司生产的增碳剂,产品质量很稳定,后间断使用SD某公司生产的增碳剂,铸件加工后成批出现气孔,严重时铸件落砂后就可以发现。金相分析:气孔周围没有石墨,边缘白亮,呈“贫碳”现象。与“埃肯国际贸易(上海)有限公司”提供的金像图谱相对比,应该属于氮气孔。表2为出现气孔炉次化学成分检验结果。 $ `9 ^3 k! X( D% K4 T
(2)案例二 河北沧州孟村县某厂,生产建筑扣件,选用的材质是QT450—10。球墨铸铁的wC控制在3.5%~3.7%, CE控制在4.5%~4.6%。其配料及化验结果见表3。
& C3 b, Z G8 g/ j, k
根据表2,计算增碳剂的吸收率: 5 ] |8 e: H4 N. m( k$ M$ X4 H
不计烧损增碳剂应代入碳量=95%×3.8%=3.61%
0 Q& ], n9 c$ @! o6 w% c7 a. p' E
不计烧损所有炉料应代入碳量=3.61%+0.7%+0.225%=4.535%
+ B) S3 }+ T, H X7 J8 B8 D& V( [
增碳剂实际代入碳=3.3%-0.7%-0.225%=2.375%
, j8 |% {& y f* B9 \' L: o( L
增碳剂的吸收率={1-[3.61(%)-2.375(%)]÷3.61(%)}×100%≈66%
* ]7 K' n8 V ]4 \
需要说明的是,这种煤质增碳剂的吸收率不仅低,而且在炉料熔化完毕,且清理完毕炉口熔渣时,如果因故需要停电或降低功率时,悬挂在炉壁上未熔的增碳剂,就会漂起来布满液面;另外不仅铸件上有气孔,即便是浇注时掉到砂箱上的跑铁,厚5mm左右,断口上也会有几个小气孔。 7 W7 I$ G* o3 }+ l4 G
更换为石墨增碳剂后,增碳剂的吸收率在85%左右,不仅减少了增碳剂的加入量,而且也消除了上述的气孔现象。 4 E7 T# j6 v* g0 k$ _3 [7 @8 ~
顺便浅谈一下对使用煤质增碳剂认识:由于煤的含碳量低,含硫高,燃点低(无烟煤700℃),煤质增碳剂的煅烧温度在800℃左右,其石墨化时碳原子为无序杂乱排列,碳原子相互勾连,不易摆脱本体。增碳剂宏观组织致密,质地光滑坚硬,且含杂质多,所以其溶解速度慢、吸收率低。 - Y8 L6 k8 E( i; j; q& t: o
碳原子经过高温处理,随着温度的提高,碳原子的排列由混乱无序到逐渐地排列有序。无烟煤燃点低,很难进行高温煅烧,没有经过高温煅烧处理,所以不仅含的杂质高,而且还保留着原始的粗大石墨。这些粗大的原始石墨(片),熔点高、稳定性强,在用中频感应电炉熔炼过程中,是无法彻底消除的,这就是通常所说的“遗传性”。这些没有彻底消失的粗大石墨,在铁液凝固时,就形成了最早的石墨核,随着其他石墨一起长大,其粗大的石墨形态如同蝌蚪状,叫做“C”型石墨。李传栻在《用感应电炉熔炼灰铸铁时的一些冶金特点》一文提出,新生铁的用量不要大于20%,就是担心新生铁中的粗大石墨,不能够彻底的溶解,而产生“遗传性”。生产配料中添加新生铁还担心“遗传性”呢,更何况煤中的碳原子,其“遗传性”就更大,会影响铸件的物理性能,即便没有马上反映出来,但工件在服役过程中,这些粗大的石墨片也就可能成为裂纹源,影响铸件的疲劳强度而产生断裂。由于煤质增碳剂的组织致密,碳原子排列混乱,其被吸收的速度慢,易漂浮在铁液表面,不能吸收的部分,由于没有彻底熔化,在电磁搅拌的作用下,或挂在炉壁上,或夹裹在铁液中,使铸件形成夹渣、碳化物孔洞等。铁液在凝固过程中,由于石墨膨胀,在没有熔化的增碳剂颗粒位置处,就易形成气孔、气缩孔。 ! F: |6 |9 l2 b$ n6 ?* Y4 s: j% Y
三、影响增碳剂吸收的因素 (1)增碳剂的自身质量 建议使用煅后石油焦增碳剂或者石墨化增碳剂,即人造石墨。
" j4 m; l5 f- H" |
(2)铁液的含碳量 一般情况下,铁液的含碳量越低,增碳剂的吸收率越高,当铁液的wc在3.6%以上时,再增碳就困难了。
7 E' B5 ~8 d( O& `2 |: ^
(3)铁液的含硅量 铁液中硅的含量越高,越影响增碳剂的吸收,这是因为硅具有排碳作用,降低了碳在铁液中的溶解度。
( I) T ~ I" P9 U# e) {, G, G
(4)铁液的含锰量 原铁液中的锰含量高,有利于增碳剂的吸收。 & ?7 M, @- u3 a' g9 G6 F; g
有资料介绍,初始碳量每增加0.1% , 增碳剂吸收率降低 1 %~2 %;硅量每增加0.11% , 增碳剂吸收率降低3 %~4 %;硫量每增加0.1% , 增碳剂吸收率降低1 %~2 %;锰量每增加0.1 % ,增碳剂吸收率提高2 %~3 %。由此可见, 当铁液中初始碳含量高时, 在一定的溶解极限下, 增碳剂的吸收速度慢,吸收量少, 烧损相对较多, 增碳剂吸收率低。当铁液初始碳含量较低时, 情况相反。另外, 铁液中硅和硫阻碍碳的吸收, 降低增碳剂的吸收率。而锰元素有助于碳的吸收, 提高增碳剂吸收率。就影响程度而言, 硅最大, 锰次之, 碳、硫影响较小。因此, 在实际生产过程中, 应先增锰, 再增碳, 最后增硅。 ( d% e1 `+ v+ B5 r5 _6 z7 o
(5)炉料和铁液质量 熔炼中防止铁液严重氧化。
* b$ e7 h5 _; _' X
(6)炉工操作 增碳剂还没有被吸收,就不停的往外挑渣,把增碳剂和熔渣一起挑出来。 6 _# u) f7 j$ D5 ?/ Q! u
(7)加入时间及加入方法 增碳剂不要先加入炉底,由于增碳剂的熔点高,其是依靠铁液的包围被缓慢的分解吸收的,所以如果直接加入炉底,不但延长增碳剂的分解时间,集聚的高温还可以将炉底烧成海绵状,甚至将炉底烧穿。应在炉底有少量铁液时,增碳剂随废钢一起加入,力争在炉料加入3/5时,把计算的增碳剂加入完毕。
& q( f. u6 ?% ^+ O
(8)炉温控制 在正常的生产条件下,铁液温度较高(约1380℃),则碳较易溶于铁液,增碳效率因而较高。
* {' L/ b8 I( D* M% {: s0 O/ t
四、增碳剂的加入方法 我们知道用感应电炉熔炼炉料,是由感应圈经导电产生磁场,在炉料中产生电涡流,由电涡流发热藉以熔化炉料。
+ @0 N+ S7 d( v: k
废钢的熔点比铸铁高,增碳剂的熔点更高,当废钢在熔化过程中以及熔化之后,增碳剂被加热缓慢的溶解和扩散,增碳剂中的碳才能被钢液侵蚀吸收。钢液逐渐的变成铁液,即常称之为“合成铸铁”。 7 `8 B: R0 ]3 `% ^ U% p& N9 f
感应电炉在熔炼铁液过程中,具有电磁搅拌摩擦的特性。铁液过热温度高,过热时间长,且又有感应电流的搅拌摩擦,铁液中微细的晶态石墨即自发晶核和外来结晶核心,都会逐渐溶于铁液而消失,或浮经液面与集渣剂粘裹在一起被挑出炉外,这样使铁液中可在共晶结晶时作为石墨外来晶核的物质大幅度减少。 + M% k t4 E( n# a5 V
由于使用中频感应电炉不但没有增碳源,而且碳还有烧损,所以为了得到合格的含碳量,添加增碳剂是必不可少的措施。在熔炼中,正确的操作方法,对铁液质量和增碳剂的吸收率也时至关重要的。具体操作方法如下:先在炉底加入30~50kg新生铁或回炉料→少量废钢→(有铁液后)增碳剂+废钢→生铁+回炉料。
9 A' F9 O2 Q# T6 m; E3 Q1 P
结 语 $ U- Z( x9 x5 }
用废钢加增碳剂生产合成铸铁,在选用增碳剂时,要根据废钢的加入量来选择增碳剂,如果废钢的加入量少,可以选择含氮量适当高的增碳剂;如果废钢的加入量多,可以选择含氮量低的增碳剂。优质的增碳剂,不但具有增碳作用,还具有对铁液的孕育作用。由于氮毕竟是气体,且不易检测和控制,所以在购买增碳剂时,力争购买含氮量低的增碳剂为好。 (来源:《金属加工(热加工)》) | 


 [复制链接]
[复制链接]
 |手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )
|手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )



 发表于 2020-7-27 16:28:55
发表于 2020-7-27 16:28:55
 5 ~( B0 ~: R! z& V
5 ~( B0 ~: R! z& V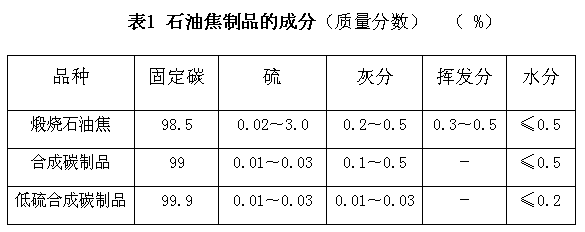 0 P4 l7 D m/ }* y: l
0 P4 l7 D m/ }* y: l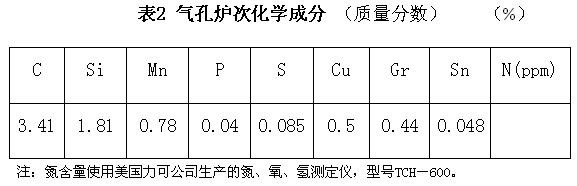 3 s1 D2 _4 L& y0 x, d3 @3 G
3 s1 D2 _4 L& y0 x, d3 @3 G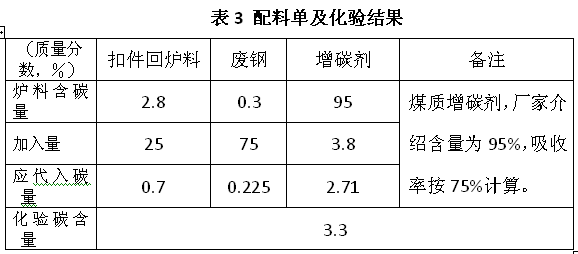 , s8 [% P4 \# Q( Q
, s8 [% P4 \# Q( Q

 发表于 2020-7-27 16:46:22
发表于 2020-7-27 16:46:22

 楼主
楼主 发表于 2020-7-27 22:15:30
发表于 2020-7-27 22:15:30