马上注册,结交更多热工坛友,更多精彩内容等着您!
您需要 登录 才可以下载或查看,没有帐号?免费注册

x
随着国家基础设施建设的发展,促进了我国运输车辆进一步向重型化趋势迈进,越来越倾向于使用大功率、重吨位的载货汽车。轮毂铸件是重型卡车关键零部件之一, 它与刹车鼓、轮辋和轮胎组成总成件,起着连接制动和车辆承载的重要作用,是汽车行驶的重要安全部件。因此,要求轮毂具有较好的综合性能,不仅具有较高的强度、韧性,还需要有较高的尺寸精度。
4 s) x+ B5 \7 r; R) N# N: u; Q! R
根据产品的使用要求,对重卡轮毂的铸造工艺进行了改进优化,生产的轮毂铸件性能优良、成品率提高。在工艺设计优化及生产过程中,使用CAE软件进行充型凝固模拟;使用中频感应电炉熔炼合成铸铁。使用东久无箱造型线生产。 8 Z$ M5 J4 @0 Y5 ^. @ _0 N
1、轮毂铸件质量指标
6 L' o5 C* s! U7 v* T0 c/ |" c; s
因重卡载重量大,轮毂铸件材质必须具有良好的综合性能,以满足用户需要,避免产品在使用过程中出现失效开裂等现象。根据使用特性,特对轮毂铸件规定其性能技术指标: , T2 l3 ^$ s# z1 D9 K) _3 p; v h
(1)机械性能:抗拉强度≥500MPa、延伸率≥10%、硬度HBW175~190;
7 h- ^8 z( M0 c( }* Z7 |
(2)金相组织:石墨球化率≥85%、珠光体15~35%、渗碳体+磷共晶<2%、其余为铁素体。 + u" e ^9 r: z
2、化学成分优化 7 f* b1 ]# ?* i$ `# f
通常,抗拉强度与延伸率是一对相互矛盾的性能指标,材料强度越高往往会造成延伸率降低。为此,考虑在增加珠光体含量以提高强度、硬度的同时而保证延伸率维持在一定高水平上,以满足产品质量指标的要求。在原材料配比和熔炼工艺上再进行优化,原材料不再使用新生铁,而使用打包废钢和球铁回炉料;炉前采用Si-Mn合金进行孕育;炉内采用增碳工艺;球化孕育处理后铁水满足C+0.23Si的值在共晶点附近。下面表1是工艺改进前后轮毂铸件的各项数据对比情况
3 j/ @( P% v# \6 j/ d- U
( i( @$ i) E* c6 L" ~9 z2 Z9 U
3、浇注系统改进
% T5 Z$ G2 p$ m: h4 h
原工艺设计中,浇注系统采用两个浇道分散热量,将内浇道开设在法兰壁薄处,见图1(a),以防止铸件热节处被浇口铁液加热。但生产过程中发现在下模热节处出现缩松缩孔情况,如图1(b)所示。经分析认为此处在充型时被铁水持续加热,形成热节,而此位置距冒口较远,无法补缩。改进后浇注系统见图2所示,采用单浇道并将铸件翻转180度,同时将冒口布置在铸件出现缩松缩孔处,虽然此处仍然是铁水充型通道,但冒口容易对该热节处进行补缩。并且产品翻转180度以后,法兰处热节放于下模,最先充入水,并可进行压力补缩。
1 v6 f- G% m6 b8 F, F2 I
6 x& `2 I& l' \& |/ j# I+ Z" M- V
4、坭芯结构改进
8 u7 c# W2 r6 S. p/ [
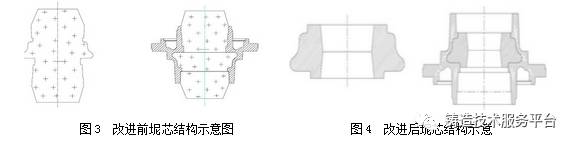
轮毂铸件基本结构类似圆柱体,中间有法兰,由于内腔局部内凹,无法直接起模吊砂,需要设置坭芯,分型面设置在法兰部位。由于生产线与轮毂结构的限制,铸件内部坭芯采用人工下芯。图3为工艺改进前的坭芯结构,其质量较大,不便人工下芯并影响工作效率。改进后,设计了一种局部吊砂加环形砂芯结构工艺的新型坭芯,如图4所示。采用这种坭芯结构工艺,一方面减轻了坭芯重量,降低了坭芯成本,提高了下芯效率,另一方面还降低了坭芯高度,两头采用吊砂设计则降低了坭芯对尺寸精度的影响,提高了产品的铸造精度。 3 k3 o, w1 b+ u
! m* |. t8 z5 ~% f: G1 n2 T
5、结论 ; f2 { [( W: A; C" g& e
(1)在轮毂铸件成分优化中,控制C+0.23Si≈4.3%,并通过炉前Si-Mn合金孕育等手段,能够稳定生产出合格的材质。
$ M1 z/ k; X j( C
(2)改进浇注系统设计,冒口移近热节,解决冒口补缩距离长所造成的缩松、缩孔缺陷。 5 p4 y# x6 k Z3 c; O
(3)改进坭芯结构设计,采用环形坭芯结构和局部吊砂的工艺,提高了铸造精度,降低了铸造生产成本。 (来源:互联网) | 


 |手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )
|手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )



 发表于 2020-6-3 07:48:17
发表于 2020-6-3 07:48:17
 / U- ^9 F+ x3 p: g
/ U- ^9 F+ x3 p: g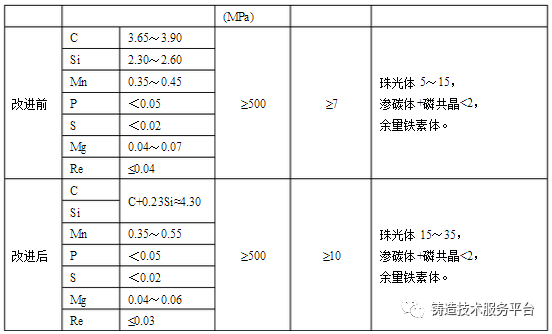


 发表于 2022-5-7 17:28:25
发表于 2022-5-7 17:28:25

 楼主
楼主
 。咱不能削贵省铸协
。咱不能削贵省铸协