马上注册,结交更多热工坛友,更多精彩内容等着您!
您需要 登录 才可以下载或查看,没有帐号?免费注册

x
本帖最后由 xcxso 于 2023-1-9 19:22 编辑
1.缩孔的形成及危害
(1)缩孔产生机理 液态合金铁液由液态到固态过程中会出现体积变小现象,经历液态收缩、凝固收缩、固态收缩三个收缩过程。
当液态收缩量与凝固收缩量大于固态收缩量时便会产生缩孔,形状极不规则,孔壁粗糙并带有枝状晶,缩孔分为集中缩孔(简称缩孔)和分散缩孔(简称缩松)。
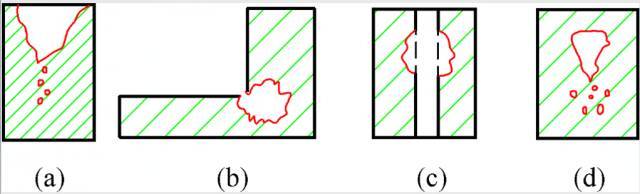
(2)缩孔特点 缩孔主要集中在铸件的上部和最后凝固的部位,以及铸件壁厚悬殊处、凹角圆角半径小及内浇道附近等凝固较晚或凝固缓慢的部位(称为热节)。缩孔表现出来的形式主要有4种,即明缩孔、夹角缩孔、芯面缩孔、内缩孔,如图1所示。
(a)明缩孔(b)夹角缩孔(c)芯面缩孔(d)内缩孔
图1 缩孔形式
(3)缩孔在模具中的危害 主要有以下4个方面:一是减少铸件的有效承载截面积,甚至造成应力集中而大大降低铸件的物理和力学性能;二是铸件的连续性被破坏,使铸件的气密性、抗蚀性等性能显著降低;三是加工后铸件表面的粗糙度提高,致使制件拉毛;四是缩孔在球墨铸铁缺陷中占据很大比例,往往成为不可修复的缺陷,直接造成铸件报废,给企业带来巨大的经济损失。
2. 缩孔缺陷位置
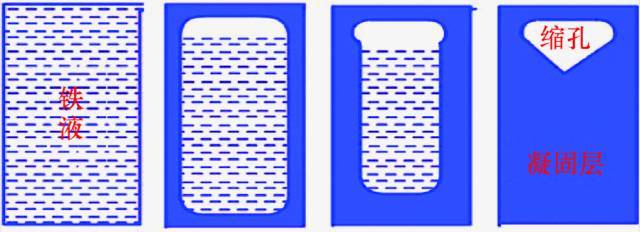
通过对以往铸件失效现象统计分析发现,球墨铸铁缩孔缺陷多发生于高牌号球墨铸铁的以下部位:铸件的热节和最后凝固部位;承重部位或使用面部位;表面10mm以下部位。如图2、图3所示。
图2
图3
3. 原因分析
(1)铸件热节和最后凝固部位的缩孔 铸件热节部位多出现在铸件三面夹角、拐角、直径小的铸孔以及壁厚悬殊部位,热量散发缓慢或集中到某一点,铁液外层已凝固,但热节点位置仍处于液态,凝固层逐渐形成枝状晶并不断生长将尚存的铁液分割成若干个互不相同的熔池,随着温度的降低热节位置开始出现收缩,体积变小,此时不能得到铁液补充而凝固后的孔壁粗糙、排满树枝晶的疏松孔,形成大量分散缩孔。
球墨铸铁以糊状凝固方式由液态变为固态,在凝固过程中会发生共晶转变而析出石墨,石墨的比容大于铁液因而体积发生体膨胀,此时铸件表面凝固层较薄使铸型向外移动(见图4),内部空间不能得到铁液的补充,在最后凝固的地方形成不规则的集中缩孔,因此球墨铸铁本身的凝固特性使得其极易出现缩孔缺陷。
(2)承重部位或使用面部位 目前较多的铸造厂为了确保铸件外观质量的提升,在进行工艺设计时,常将铸件型面(加工面)朝上进行造型,在铁液浇注过程中,部分气化不充分或卷入的砂粒等物质会聚集在型面上层,这种方式主要考虑到型面在后期精加工过程中能够将表面杂质去除。当铸件型面加工余量不足时,部分铸件缺陷将留在使用面甚至是重要的承重部位。模具设计中增加加工余量会给模具增加成本,往往通过铸造工艺对缩孔进行控制。
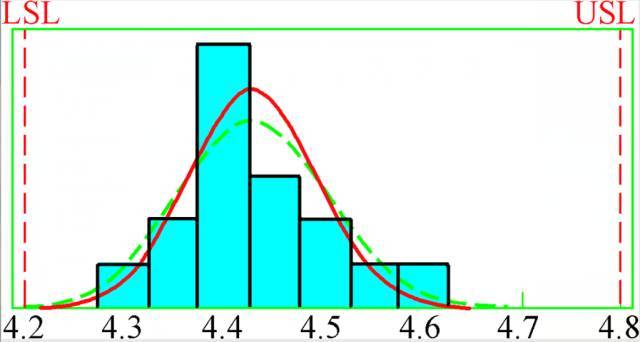
(3)表面10mm以下部位 通过收集生产现场的16个班次的碳当量值进行过程能力分析发现(见图5),碳当量的调整均符合工艺要求,但整体数值集中在4.4﹪左右,接近下限值,对于无冒口设计的铸件而言,含碳量偏低,共晶膨胀力不足,自补能力差,易在表面10mm以下出现内缩孔。
4.缩孔控制措施
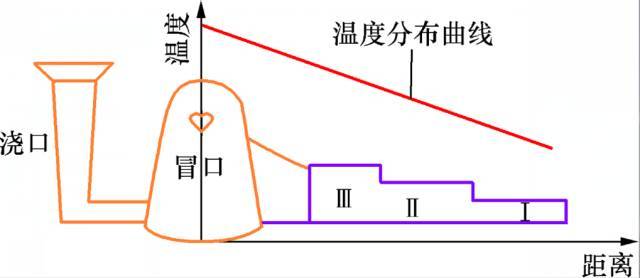
(1)冒口工艺设计 对于集中型缩孔缺陷可采取合理的冒口设计,冒口在浇注系统中的作用就是补偿收缩带来的体积变化。工艺设计应努力实现浇注时冒口处铁液温度最高,远离冒口位置温度最低,冒口本身最后凝固,达到顺序凝固的效果。因此冒口形状设计应使体积与冷却表面积的比值达到最大,冒口高度大于直径,同时还可选取保温冒口,确保合理的温度分布(见图6)。铁液凝固过程中因收缩出现的孔洞将由冒口处的铁液源源不断地进行补充,从而得到致密性较好的铸件。
(2)冷铁放置 汽车外形的多样性决定了汽车模具的复杂性,因此在铸造过程中会经常出现厚大件结构、壁厚悬殊位置、热节部位,这些位置是冒口和浇注系统难以补缩的地方,应用局部激冷的方式能有效控制缩孔的产生。冷铁是目前使用较广的一种方法,主要分为外冷铁和内冷铁。外冷铁主要应用于厚大部位,冷却速度慢且位置集中的地方,外冷铁放置时应注意隔砂厚度,一般在15~30mm冷却效果最佳。虽然冷铁自身厚度越大冷却效果越好,但为了避免出现过冷现象,冷铁厚度一般为冷却位置壁厚的70%,在放置位置上主要应考虑冷铁间距控制在20~25mm,形成温度梯度。内冷铁较多应用于凹角处或凹芯内侧,应关注内冷铁的除锈、除湿,否则浇注后与铸件熔合会影响铸件性能。
(3)浇注温度控制 传统的冒口设计方法提高了铁液的使用量,增加了生产成本,一些生产企业开始采用无冒口的工艺设计,这种方法成功避免缩孔的条件是:从浇注到凝固过程要实现膨胀量大于收缩量。通过控制浇注温度,使铁液从细薄部位引入,内浇道采用扁薄梯形截面,浇注完毕后能尽早凝固并封闭通道,铸件内部共晶转变析出石墨,石墨的比容大于铁液因而体积发生体膨胀,砂箱及砂型强度使其产生内压形成自补缩,进而避免了内部缩孔。推荐浇注温度:薄壁小件为1420~1450℃,中等壁厚件为1400~1420℃,厚大件<1380℃。
(4)碳当量的控制 不管是有冒口还是无冒口的铸造工艺,在应用激冷方式的同时可提高碳当量或设定上限值,随碳当量的增加,石墨析出量会加剧,促进石墨化膨胀以加强补缩。
结语
综上所述,球墨铸铁缩孔缺陷的出现是其凝固特性的结果,需采取适当的措施加以控制。在生产中不能简单地说哪项控制措施最有效,而应根据铸件的结构特性,采取综合措施,针对缩孔产生的机理从设计、工艺、生产及品质等多方面进行控制。
| 


 [复制链接]
[复制链接]
 |手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )
|手机版|Archiver|热加工行业论坛
( 苏ICP备18061189号-1|豫公网安备 41142602000010号 )



 发表于 2023-1-9 19:19:57
发表于 2023-1-9 19:19:57